|
An injection-enhanced gate transistor (IEGT) is a voltage-driven device for switching large current. Fabricating insulated-gate bipolar transistors (IGBTs) with high collector-emitter voltage (VCES) is difficult because of a sharp increase in on-state voltage in the high current region. To overcome this limitation, IEGTs are fabricated using a unique emitter structure. Additionally, the outstanding turn-off performance and the wide safe operating area of IEGTs make it possible to reduce the power consumption, shrink the size and improve the efficiency of equipment. IEGTs are ideal for industrial motor control applications that support today’s social infrastructure, including industrial drive systems and power converters. Toshiba’s IEGTs are available in press-pack type and module type packages. You can select IEGTs that best suit the power capacity and load characteristics requirements for your applications.
|
 |
Target Applications
- Converters for High-Voltage Direct-Current (HVDC) Transmission
- Static VAR Compensators (SVCs)
- Middle-Voltage Inverters
- Rail traction
- Subways and Light-Rail Systems
- Windmill
Features of IEGTs
In addition to IEGT’s good performance, Toshiba is an only internal maker that has two kinds of package of IEGT as press-pack type and module type.
Considering each advantage of two kinds of package, Toshiba will respond customer’s needs.
And hybrid modules using a new material silicon carbide diodes will draw out advantages from their application.
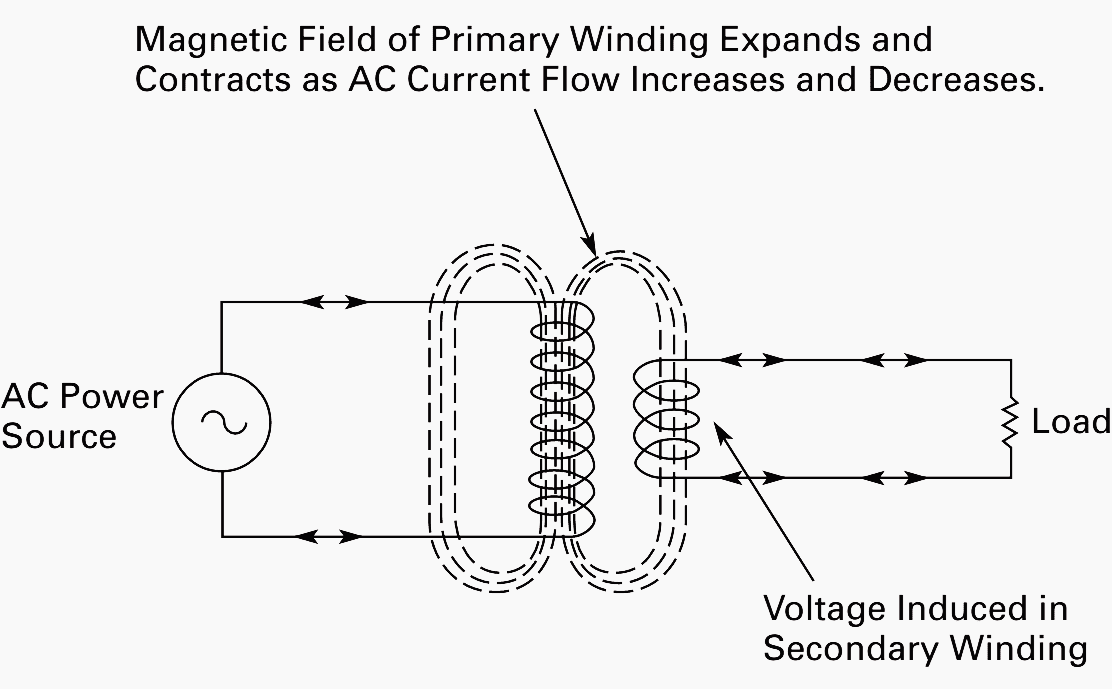
Principle of Operation
- Cross-sectional structure of an IGBT and the factors that limit its collector-emitter voltage
Figure A shows the cross-sectional structure of a conventional IGBT and the carrier distribution in the N-base region. The carrier concentration decreases monotonically across the N-base region from the collector electrode to the emitter electrode. In order to increase the collector-emitter voltage of an IGBT, a deep N-base region is necessary between the collector and emitter electrodes. However, a deep N-base region leads to an area with lower carrier concentration. The consequent increase in electrical resistance results in an increase in voltage drop and thus an increase in on-state voltage.
- Characteristics of the IEGT gate structure and the injection enhancement (IE) effect
Figure B shows the cross-sectional structure of and the carrier distribution in an IEGT. The IEGT has an IGBT-like structure with deeper and wider trench gates than the IGBT. This structure increases the gate-to-emitter resistance, preventing carriers from passing through the emitter side. Consequently, carrier concentration is enhanced near the emitter electrode in the N-base region. As this phenomenon has the same effect as carrier injection and accumulation, it is called the injection enhancement (IE) effect. This trench-gate structure helps reduce an increase in voltage drop even at high collector-emitter voltage rating.

Figure A Cross-Sectional View of and Carrier Distribution in an IGBT
Because carrier concentration near the emitter is low, an increase in the collector-emitter voltage rating leads to an increase in on-state voltage.

Figure B Cross-Sectional View of and Carrier Distribution in an IEGT
Carrier concentration near the emitter is enhanced near the emitter. Consequently, electron injection increases, reducing on-state voltage.
Package concept
Press-Pack package
 |
- Electrical connections using pressure
- High reliability due to hermetic sealing
- Outstanding parallel operation technology
- Rupture-resistant package structure
|
Plastic Case Module package
 |
- Easy-to-assemble plastic module casing
- Base plate made from a composite Al-SiC material
|
Product introduction
Press-Pack IEGTs (PPIs)
All electrical connections in a PPI are made using pressure. Without wire bonding, the PPI is less vulnerable to thermal fatigue. Using many PPIs in series makes it possible for a system to keep running uninterrupted even if a few PPIs fail due to an electrical fault or damage. This is because the collector and emitter electrodes of the failed PPIs are short-circuited. PPIs can be cooled from both the collector and emitter sides. Hermetically sealed in a ceramic and metal enclosure, the press pack is highly moisture-resistant and can be immersed in cooling liquid for efficient cooling.
Characteristics of PPIs
- Electrical connections using pressure
Multiple IEGT chips are placed in an array on the same plane, and individual IEGT chips are uniformly pressed from both sides using a molybdenum plate. The collector and emitter electrodes of each IEGT chip are brought into contact with the corresponding copper electrodes of the press pack enclosure via the molybdenum plate by applying mechanical pressure. This not only makes electrical connections and but also allows heat dissipation.
- High reliability due to hermetic sealing
Inert gas is hermetically sealed inside the press pack in order to prevent electrodes from being degraded due to oxidation. Thus, PPIs provide high thermal reliability.
- Outstanding parallel operation technology
The wiring inside the gate terminal plate is designed to switch all the parallel IEGT chips simultaneously so that they will not interfere with each other and oscillate when switching.
- Rupture-resistant package structure
IEGT chips are positioned on a resin frame to make them less prone to rupture even if a chip is melt and destroyed during switching.
PPI Installation Example
In the example shown at right, three series-connected PPIs are vertically stacked.
The PPI are placed between cooling fins, and pressure is applied from above and below to hold them firmly. An elaborate setup is necessary to ensure that pressure is uniformly applied across the PPIs. The spring helps reduce thermal contraction to keep a constant pressure.



PPI Product Lineup
| Part Number |
Package |
Absolute Maximum Ratings |
VCE(sat)(V) |
VF(V) |
|
VCES
(V)
|
IC
(A)
|
Tj
(˚C)
|
Max |
Test Condition
@IC (A) / VGE(V) |
Max
|
Test Condition
@IC (A) / VGE (V) |
| ST1200FXF24 |
PPI85B |
3300 |
1200 |
125 |
4.2 |
1200 / 15 |
3.8 |
1200 / 0 |
| ST750GXH24 |
PPI85B |
4500 |
750 |
125 |
4.0 |
750 / 15 |
4.2 |
750 / 0 |
| ST1200GXH24A |
PPI85B |
4500 |
1200 |
125 |
3.8 |
1200 / 15 |
– |
– |
| ST1500GXH24 |
PPI125A2 |
4500 |
1500 |
125 |
4.0 |
1500 / 15 |
4.2 |
1500 / 0 |
| ST2100GXH24A |
PPI125A2 |
4500 |
2100 |
125 |
4.0 |
2100 / 15 |
– |
– |
Application Examples
Converters for High-Voltage Direct-Current (HVDC) Transmission
HVDC transmission is utilized to efficiently transmit renewable energy captured in remote places, for example, windmills on the sea, to the sites where energy is used. The generated AC voltage is converted to DC voltage and transmitted ashore over long distances or via submarine power cables. At the receiving end, the DC voltage is converted back into AC voltage to feed electricity consumers. PPIs are used for high-voltage converters.

Static VAR Compensators (SVCs)
SVCs are electrical equipments for improving electricity quality (e.g., power factor correction) on transmission networks. PPIs are utilized as high-voltage, high-current power devices for active SVC applications such as static VAR generators (SVGs) and static synchronous compensators (STATCOMs).

Middle-Voltage Inverters
PPIs, which allow series connection and double-sided cooling, are ideal for high-capacity inverter applications.

Plastic Case Module IEGTs (PMIs)
PMIs can be screwed onto a cooling fin, simplifying equipment assembly. PMIs incorporate an Al-SiC base plate with a low thermal expansion coefficient and have an optimal internal structure and parts. Consequently, they are less susceptible to thermal fatigue and provide an improved power cycling capability for prolonged service life. The PMI package uses a high-CTI* material that is less sensitive to tracking destruction in order to improve isolation voltage on the package surface.
*CTI (Comparative Tracking Index)
Characteristics of PMIs
- Easy-to-assemble plastic module casing
Many IEGT chips are soldered on a ceramic insulating board and wire-bonded to the module terminals. The plastic module is easy to use because it dissipates heat from one side and is internally insulated.
- Base plate made from a composite Al-SiC material
To ensure thermal reliability, the package has a composite aluminum silicon-carbide (Al-SiC) plate with a low thermal expansion coefficient on its underside.
PMI Installation Example
A compact inverter circuit can be created by using 2-in-1 PMIs that contain two IEGTs.
The example shown at right uses three 2-in-1 PMIs. The stray inductance can be reduced by using a laminated electrode plate.



PMI Product Lineup
| Part Number |
Package |
Absolute Maximum Ratings |
VCE(sat)(V) |
VF(V) |
Circuit
Configuration
|
|
VCES
(V)
|
IC
(A)
|
Tj
(˚C)
|
Max |
Test Condition
@IC (A) /
VGE(V)
|
Max
|
Test Condition
@IC (A) /
VGE (V)
|
| MG1200V2YS61** |
PMI142C |
1700
|
1200 |
150 |
TBD |
1200 / 15 |
TBD |
1200 / 0 |
2 in 1 |
| MG400FXF2YS53 |
PMI143C |
3300
|
400 |
125 |
4.5 |
400 / 15 |
3.5
|
400 / 0 |
2 in 1 |
| MG500FXF2YS61 |
PMI142C |
3300 |
500 |
150 |
4.6
|
500 / 15 |
4.1
|
500 / 0
|
2 in 1 |
| MG800FXF1US53 |
PMI143B |
3300 |
800 |
125 |
4.5 |
800 / 15 |
3.5
|
800 / 0 |
1 in 1 |
| MG1200FXF1US53 |
PMI193 |
3300 |
1200 |
125 |
4.5 |
1200 / 15 |
3.5
|
1200 /0
|
1 in 1 |
| MG1500FXF1US62 |
PMI193D |
3300 |
1500 |
150 |
3.8 |
1500 / 15 |
3.8 |
1500 / 0 |
1 in 1 |
| MG900GXH1US53 |
PMI193 |
4500 |
900 |
125 |
4.7
|
900 / 15 |
3.8 |
900 / 0 |
1 in 1 |
| MG1200GXH1US61 |
PMI193D |
4500 |
1200 |
150 |
4.0 |
1200 / 15 |
3.6 |
1200 / 0 |
1 in 1 |
**: Under development
Application Examples
Rail traction
PMIs are suitable for inverter and converter applications that drive traction motors for rail transport systems, including the Shinkansen, rapid transits and urban rail transits. PMIs help improve efficiency and save energy.

Subways and Light-Rail Systems
PMIs are also used for inverter applications that drive rail traction powered by DC overhead lines.

Windmill
IEGTs are commonly used in the power converter for windmill that convert the power of wind into electricity.

Hybrid IEGT / SiC-SBD Modules
The requirements for rail traction motor control systems include not only low noise and comfortable ride but also compact size, light weight and energy efficiency. To meet these requirements, Toshiba has developed a Plastic Case Module IEGT (PMI) that incorporates silicon carbide Schottky barrier diodes (SiC-SBDs).
SiC: Silicon Carbide
PMI: Plastic Case Module IEGT

Hybrid IEGT / SiC-SBD Modules Product Lineup
| Part Number |
Package |
Absolute Maximum Ratings |
VCE(sat)(V) |
VF(V) |
Circuit Configuration |
VCES
(V) |
IC
(A) |
Tj
(˚C) |
Max |
Test Condition
@IC (A)
/VGE(V) |
Max
|
Test Condition
@IC(A)
/VGE(V) |
| MG1200V2YS71 |
PMI142C
|
1700
|
1200
|
150
|
3.8
|
1200 / 15
|
3.5
|
1200 / 0
|
2in1
|
| MG1500FXF1US71 |
PMI193D
|
3300
|
1500
|
150
|
3.8
|
1500 / 15
|
4.6
|
1500 / 0
|
1in1
|